 简体中文
简体中文  简体中文
简体中文
今天让我们谈谈控制单元单板去皮机由我们公司生产。
1。 控制面板介绍
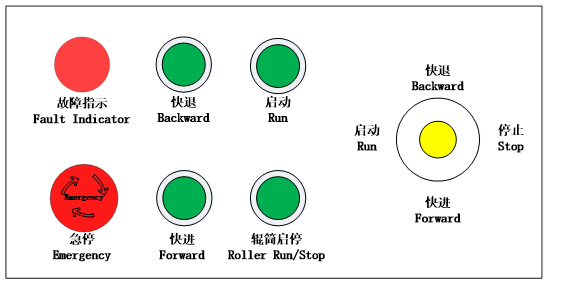
故障指示器
系统运行良好时,指示灯熄灭;电动机驱动器出现故障时,指示灯将始终点亮;当控制系统出现问题或注意到某些信息时,指示灯将闪烁,点亮0.5s,熄灭0.5s。
紧急情况
按下紧急按钮,控制器将停止所有输出并停止机器,但不会切断电源。检查机器时,请切断主电源。
落后
按下此按钮可将刀片架向后移动
前锋
按下此按钮可使刀片架向前移动
跑
运行提要和剪切器
停
停止供稿
滚轮运行/停止
第一次按下此按钮,运行滚筒,第二次按下,停止滚筒
机器调整规则
为了获得均匀的贴面,需要对机器进行良好的调整,请遵守相关规则。
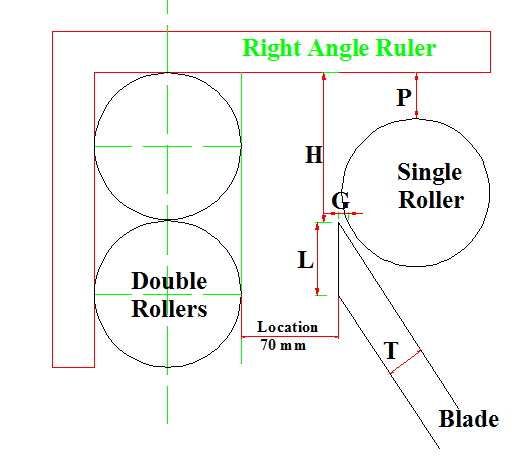
当刀片架的位置不同时,G由机器本身自动调节,在此表中,G是位置为70mm时的尺寸。
2 参数表
触摸屏显示界面参数表
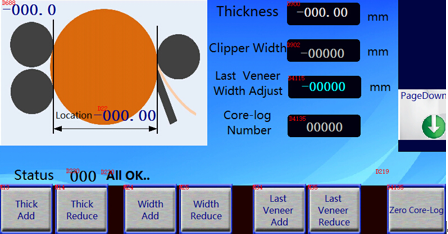

语言选择
如上图所示的启动屏幕,当您需要切换语言时,请单击相应语言选择按钮下方的屏幕。
Page | 参数名称 | ||
显示参数 | |||
1 | 厚度,宽度,尾板,芯线对数,开口,工作状态,错误代码,端子输入状态。 | ||
2 | 刀组开度,尾部2长度补偿,尾部3长度补偿,软件版本,[功能]位置校正。 | ||
3 | 剥皮学习 | 1.按[设置]按钮进入用户参数设置页面17。 2.按[系统状态]按钮进入系统状态以查看第4页。 | |
4 | 输入输出观察,微动测试。 | ||
系统观察状态 | |||
5 | 输出频率,工作状态,最高频率,最小直径。 | ||
6 | 通讯故障代码,通讯失败次数。 | ||
7 | 编码器脉冲。 | ||
8 | PLC的工作状态。 | ||
9 | 输入输出观察,微动测试。 | ||
用户参数 Page 3按[SET]按钮输入用户参数设置。 | |||
17 | 参数清单1。 | 在列表中,单击相应的参数,跳至与参数对应的屏幕,还可以直接更改参数值,然后将修改参数。 | |
18 | 参数表2。 | ||
19 | 参数表3。 | ||
20 | 厚度1,厚度2,均匀度调整,厚度校正。 | ||
21 | 宽度1,宽度2,宽度校正。 | ||
22 | 剩余的木轴,自动后退距离,最大开度(仅显示,不能更改),快进和快退频率。 | ||
23 | 滚筒重新启动位置,后退时滚筒是否停止。 | ||
24 | 端板压辊下压位置,压辊时间,压辊禁止。 自动磅轴位置,磅轴时间,磅轴禁止。 横梁修整延迟值,禁止包边。 | ||
25 | 启动模式,循环模式,点动进给后是否停止工作。 | ||
26 | 尾部2长度补偿,尾部3长度补偿。 刀模式下,刀一停运行频率。 | ||
27 | 托辊工作频率,托辊加速时间,启动刀厚度补偿。 | ||
28 | 启用连体刀,连体刀正常运行时间,旋转切刀宽度补偿,旋转切刀宽度校正。 | ||
29 | 调整端板厚度,调整厚度长度,最后刀惯性系数,刀惯性系数。 | ||
30 | 运行密码。 | ||
机械参数 Page 3按[Set]进入第17页,按[Advanced Parameters],选择[Mechanical]输入密码。 | |||
38 | 机械参数表1 | ||
39 | 机械参数表2 | ||
40 | 原点位置,位置编码器方向,位置校正,无原点接近开关位置校正。 | ||
41 | 双棍直径,双棍中心距,两个切割距离,滚子编码器脉冲,双棍速度,切刀传动比。 | ||
42 | 螺丝螺距,位置编码器脉冲数,位置编码器安装位置,最大开度,电机对螺丝的比率,传动比的自学习。 | ||
43 | 快进停止位置,托辊速度系数,托辊速度为基础,自动自学习位置。 | ||
44 | 尾部2/3补偿系数,系统参数1。 | ||
45 | 参数备份。 | ||
46 | 运行密码设置,锁定时间设置。 | ||
我们还有日志去皮机,单板烘干机以及其他胶合板机器,如有需要,请随时与我们联系。谢谢。





